Ultimate workflow for a contract spraying operation
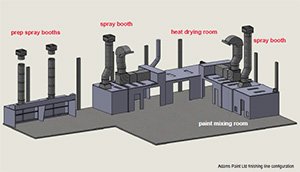 By the time this issue comes out it will have been some five months since contract spray painters Adams Painting Ltd moved into their brand new premises in Zelanian Drive in Auckland’s East Tamaki. The configuration of the operation on the 6000 square foot site is the key: it has the best possible layout for the smooth running of a contract spray painting business, in one end and out the other.
By the time this issue comes out it will have been some five months since contract spray painters Adams Painting Ltd moved into their brand new premises in Zelanian Drive in Auckland’s East Tamaki. The configuration of the operation on the 6000 square foot site is the key: it has the best possible layout for the smooth running of a contract spray painting business, in one end and out the other.
Adams Painting Ltd who have been around since 2004 have established a solid core of business with those involved in shop fitting, kitchens and bathrooms “It really is nice to come to work these days” comments owner Jason Adams, who has some 26 years experience in the finishing industry “it’s a cleaner, more efficient, all approved set up. I know my team of seven staff think the same.”
The two spray booths, drying room, paint mixing room and the spray prep centre were designed, manufactured and commissioned by Auckland based Viking Ltd who are manufacturing engineers specialising in extraction equipment and spray booth systems as a turn key operation.
The two 8m long by 4m wide by 2.7m high semi down draft, positive pressure spray booths represent the latest in spray booth design and technology and are manufactured to AS/NZ4114 code of practice standard. Each is constructed from Polyfen, a fire retardant panel product with double front loading doors. The cabin is full insulated with an emergency exit door and is well lit with eight flush mounted roof lights totalling 864 watts. Each cabin has automatic pre and post purge cycles with spray gun interlocks whilst the inlet supply air filtration is down to 10 microns.
An exhaust plenum situated at the back of the booth containing filter rails and Viking cartridge filters, captures overspray prior to exhausting the air to the outside which Viking guarantees an emission rate of less than 50mg/m2 as per the required New Zealand standard. The spray booth operation is entirely controlled by a Programme Logic Control system and comes complete with an isolator switch.
 In between the two spray booths is a 10m long by 4m wide by 2.7m high heated drying room. This is constructed from 50mm thermo panel with a colour steel finish. The room provides explosion proof extraction with a minimum of 25 air changes per hour. The drying comes from a 20KW, three phase, three stage electric heating system complete with fan and filter plenum that achieves a 15 degree temperature rise from the ambient temperature. The room is well lit with three flush mounted roof lights and an electrical control system with automated purge and cool down cycles.
In between the two spray booths is a 10m long by 4m wide by 2.7m high heated drying room. This is constructed from 50mm thermo panel with a colour steel finish. The room provides explosion proof extraction with a minimum of 25 air changes per hour. The drying comes from a 20KW, three phase, three stage electric heating system complete with fan and filter plenum that achieves a 15 degree temperature rise from the ambient temperature. The room is well lit with three flush mounted roof lights and an electrical control system with automated purge and cool down cycles.
The paint prep room (paint mixing room) is next to one of the spray booths. This 4m long by 4m wide by 2.5m high room is also made from 50mm thermo panel with a colour steel finish. It too has an explosion proof ventilation system at bench and floor level that achieves 25 air changes per hour. It’s access door has an auto door close function.
Finally there are the prep spray booths divided into three 3m by 3m wide bays each with 0.5 m/ second face velocity and total air volume of 30,000 m3/hr. A common control system is complete with main isolator, purge cycles and spray gun interlock. The spraying is carried using four of the latest spray guns from French manufacturers Kremlin.
The whole installation took about four weeks. Being turnkey, the transition from our old site was really quite smooth.
Things have been busy for the company. “We have just taken on another staff member to ease the load on the others as we are getting so busy these days.” says Mr Adams.